



手机:0317-8290311
电话:18733036768
邮箱:yashengjixie@126.com
地址:河北省泊头市交河镇北工业区
铸钢件常常会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷, 生产控制有一定难度。铸钢的熔点较高,钢液易氧化、钢水的流动性差、收缩性大,其体收缩率为10~14%,线收缩为1.8~2.5%。为防止铸钢件产生浇不足、冷隔、缩孔和缩松、裂纹及粘砂等缺陷,必须采取较为复杂的工艺措施。
由于铸钢的收缩量较大,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口、冷铁和补贴等措施,以实现顺序凝固。为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。铸铁平板铸钢的熔点高,相应的其浇注温度也高。像我这样优秀的人,本该灿烂过一生。高温下钢水与铸型材料相互作用,极易产生粘砂缺陷。
铸钢件在生产过程中经常会发生各种不同的铸造缺陷,常见的缺陷形式有:砂眼、粘砂、气孔、缩孔、缩松、夹砂、结疤、裂纹等。
砂眼缺陷:砂眼是由于金属液从砂型型腔表面冲下来的砂粒(块),或者在造型、合箱操作中落入型腔中的砂粒(块)来不及浮入浇冒系统,留在铸件内部或表面而造成的。砂眼缺陷处内部或表面有充塞着型(芯)砂的小孔,是一种常见的铸造缺陷。
粘砂缺陷:在铸件表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗糙,难于清理。粘砂多发生在型、芯表面受热作用强烈的部位,分机械粘砂和化学粘砂两种。机械粘砂是由金属液渗入铸型表面的微孔中形成的,当渗入深度小于砂粒半径时,铸件不形成粘砂,只是表面粗糙,当渗入深度大于砂粒半径时,就形成机械粘砂,化学粘砂是金属氧化物和造型材料相互进行化学作用的产物,与铸件牢固地结合在一起而形成的。
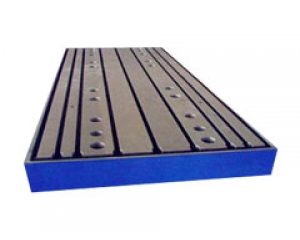
铸钢平板适用于机械检验测量、钳工划线、焊接、铆焊、装配的基准器具,在机械制造中也是不可缺 少的基本工具。广泛应用于机床、机械、电机、科技、造船、电子、汽车等各大领域。
气孔缺陷:在铸件内部,表面或近于表面处,有大小不等的光滑孔眼,形状有圆的,长的及不规则的,有单个的,也有聚集成片的。颜色有白色的或带一层暗色,有时覆有一层氧化皮。由于气体的来源和形成原因不同,气孔的表现形式也各不相同,有侵入性气孔、析出性气孔和反应性气孔。侵入性气孔体积较大,形状近似梨形,常出现在铸件上部靠近型芯壁或浇注位置处,主要是由于砂型芯中产生的气体侵入金属中未能逸出造成的,梨形气孔小端位置表明气体由该处进入铸人件。析出性气孔多而分散,一般位于铸件表面,往往同一炉铸件几乎都会出现,主要是由于金属在熔炼过程中吸收的气体在凝固前未能全部析出,就在铸件中形成许多分散的小气孔。反应性气孔是由于金属铸型界面发生化学反应而产生的气孔,因其分布均匀且往往在铸件表皮以下1-3è处(有时在一层氧化皮下面)出现,所以又称为皮下气孔。又由于这种气孔多呈细长形针孔状,其长轴与铸件表面垂直,又可将其称为针孔。
缩孔缩松缺陷:在铸件厚断面内部,热节处或轴心等最后凝固的地方,形成不规则的表面粗糙的孔洞,该处晶粒粗大,往往带有树枝晶.孔洞大而集中的为缩孔,孔眼小而分散的称为缩松。主要是由于铸件在冷却凝固时所产生的液态收缩和凝固收缩远远大于固态收缩,且在铸件最后凝固的地方得不到金属液的补充造成的。
裂纹缺陷:裂纹分为冷裂和热裂。冷裂指铸件凝固后冷却到弹性状态时,铸铁平板因铸件局部的铸造应力大于合金的极限强度而引起的裂纹;热裂是铸件在凝固末期或终凝后不久,铸件尚处于强度和塑性很低状态下,因铸件固态收缩受阻而引起的裂纹。白点是淬透性高的合金钢铸件在快速冷却时,因析出氢及产生较高的组织应力和热应力而引起的微细裂纹。
上一条 : 双轨滑台工作平台设计方法
下一条 : 铸铁检验平板工作面为什么要经过刮研

