



联系我们 CONTACT US
手机:0317-8290311
电话:18733036768
邮箱:yashengjixie@126.com
地址:河北省泊头市交河镇北工业区
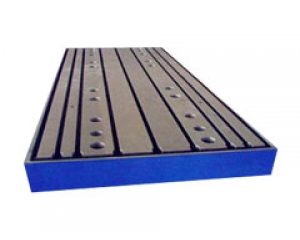
怎样确定铸铁平台的浇注时间
添加时间:2022-05-25
浇注时间对铸件的质量有重要的影响,应根据铸铁平台铸件的结构、合金和铸型等各方面工艺因素综合考虑来选择快浇、慢浇或正常速度浇注。
快浇的优点:金属液的温度和流动性降低幅度小,易充满型腔,减少皮下气孔倾向。充型期间对砂型上表面的热作用时间短,可减少夹砂等缺陷。对于灰铸铁、球墨铸铁铸件,快浇可以充分利用共晶膨胀来消除缩孔、缩松等缺陷。
快浇的缺点:对型壁有较大的冲刷作用,容易造成涨砂、冲砂等缺陷。浇注系统的重量大,工艺出品率低。
慢浇的优点:对型壁的冲刷作用较小,可防止涨砂、抬箱、冲砂等缺陷。有利于型内气体的排出。对于体收缩较大的合金,当采用顶注法或内浇道通过冒口时,慢浇可以较小冒口,浇注系统消耗金属少。
慢浇的缺点:浇注期间金属液对型腔上表面烘烤时间长,易产生夹砂、粘砂等缺陷。金属液温度和流动性降低幅度大,易出现冷隔、浇不足等缺陷。劳动生产率较低。
铸铁平台用途比较广泛,应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业。
实型铸造的要求之一就是大流量快速浇注,这样做的目的是保证金属液在铸型中的液面前端始终与正在气化中的泡沫塑料模样接触,从而实现气化良好。通过大量的生产实践数据分析可以发现,当浇注速度大于80kg/s时,大型铸件皱皮缺陷很少,而当浇注速度小于50kg/s时,铸件的皱皮缺陷很严重。当浇注速度小于40kg/s时,铸件发生皱皮及冷隔浇不足的几率大增,粗略统计达到80%左右。
上一条 : T型槽辅助工作台T形是怎样加工的
下一条 : 使用双机床工作台可提高机床工作效率

